Настоящий стандарт распространяется на переходные сварные тройники с обжатием для паропроводов тепловых станций с абсолютным давлением пара р = 25,01 МПа и температурой t = 545 °С.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ПБ 10-573-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды
СТО ЦКТИ 10.003-2007 Трубопроводы пара и горячей воды тепловых станций. Общие технические требования к изготовлению
СТО ЦКТИ 462.06-2009 Штуцера для паропроводов тепловых станций. Конструкция и размеры
СТО ЦКТИ 520.02-2009 Кольца подкладные для паропроводов тепловых станций. Конструкция и размеры
ТУ 14-3Р-55-2001 Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия
ТУ 1310-030-00212179-2007 Трубы бесшовные горячедеформированные механически обработанные из углеродистой и легированных марок стали для трубопроводов ТЭС и АЭС. Технические условия
3 Термины и определения
3.1 В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1.1 тройник: Деталь или сборочная единица, обеспечивающая слияние или разделение потока рабочей среды.
3.1.2 исполнение: Совокупность особенностей деталей в размерах, материалах, технических требованиях, определяющих их технические характеристики и применяемость.
4 Конструкция и размеры
4.1 Конструкция и размеры тройников должны соответствовать указанным на рисунке 1 и в таблицах 1 и 2.
4.2 Допускается изготовление корпусов тройников с разделкой под сварку по типу С4 и С5 в соответствии с СТО ЦКТИ 10.003.
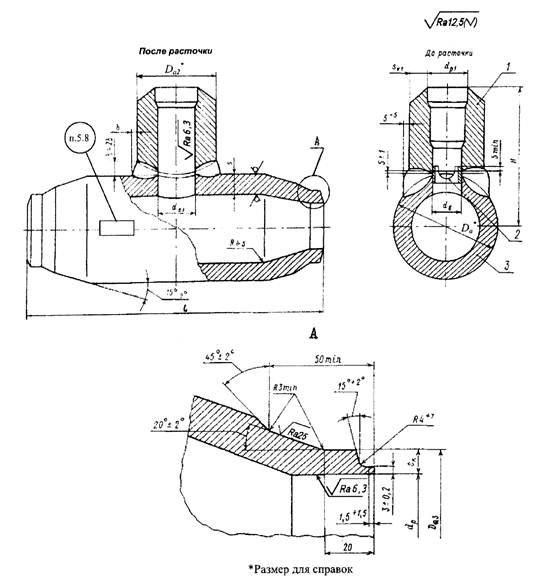
Рисунок 1
5 Технические требования
5.1 Сварочные материалы - по СТО ЦКТИ 10.003. Нормы оценки качества сварного соединения - согласно требованиям ПБ 10-573 (Приложение 8).
5.2 После сварки штуцер (поз. 1) растачивается напроход до диаметра dв1 с целью удаления подкладного кольца и корня шва.
5.3 Рекомендуемый размер прямого участка подкатанной части уточняется при разработке технологического процесса изготовления тройника.
Допускается изготовление подкатанной части без прямых участков.
5.4 Материал корпуса (поз. 3) - сталь 15Х1М1Ф по ТУ 14-3Р-55 или ТУ 1310-030-00212179.
5.5 Масса наплавленного металла уточняется технологическим процессом.
Масса тройников, указанная в таблице 1, - расчетная, приведена для справки.
5.6 Остальные технические требования - по СТО ЦКТИ 10.003.
5.7 Пример условного обозначения переходного сварного тройника исполнения 01 условными проходами Dу125 и Dу1100:
ТРОЙНИК ПЕРЕХОДНЫЙ 125×100 01 СТО ЦКТИ 720.18
5.8 Пример маркировки: 
Таблица 1
Размеры в миллиметрах
|
Исполнение
|
Условные проходы
|
Наружный диаметр и толщина стенки присоединяемых труб
|
Da*
|
Da2*
|
Da3
|
dв
|
dв1
|
dр
|
dр1
|
L ± 5
|
Н ± 5
|
s*
|
sk1*
|
sk
|
b
|
Масса наплавленного металла, кг
|
Масса, кг
|
|
Dу
|
Dу1
|
номин.
|
пред. откл.
|
номин.
|
пред. откл.
|
номин.
|
пред. откл.
|
номин.
|
пред. откл.
|
не менее
|
|
01
|
125
|
100
|
194×38
|
159×32
|
245
|
180
|
194
|
+3
|
71
|
+0,74
|
79
|
+0,46
|
120
|
+0,54
|
97
|
550
|
304
|
48
|
33,3
|
34
|
33
|
5,8
|
164
|
|
-1
|
|
02
|
175
|
150
|
273×50
|
245×48
|
325
|
260
|
273
|
+4
|
120
|
+0,87
|
125
|
+0,63
|
175
|
+0,63
|
151
|
800
|
438
|
60
|
49,8
|
44
|
46
|
13,2
|
416
|
|
-1
|
|
* Размеры для справок
|
Таблица 2
|
Тройник по СТО ЦКТИ 720.18
|
Штуцер (поз. 1), 1 шт. по СТО ЦКТИ 426.06
|
Кольцо подкладное (поз. 2), 1 шт. по СТО ЦКТИ 520.02
|
Корпус (поз. 3), 1 шт.
|
|
Исполнения
|
Марка стали
|
|
01
|
11
|
07
|
15Х1М1Ф
|
|
ТУ 14-3P-55
|
|
02
|
15
|
12
|
15Х1М1Ф
|
|
ТУ 14-3P-55 или ТУ 1310-030-00212179
|
